La fundición de espuma perdida produce piezas de metal de alta calidad, pero su éxito comienza con la elección de las cuentas de espuma derecha.
1. Comprensión de cuentas de espuma especializadas
No todas las cuentas de espuma son iguales.
Cuentas de resina de poliestireno expandibles (EPS): Estos se formulan específicamente para la fundición de espuma perdida.
Perillas de resina de copolímero de metacrilato-estireno-estireno expandible (STMMA): Este copolímero combina las ventajas de EPS y EPMMA y se puede ajustar para producir plásticos espumados con diferentes propiedades para satisfacer diversas necesidades de fundición.
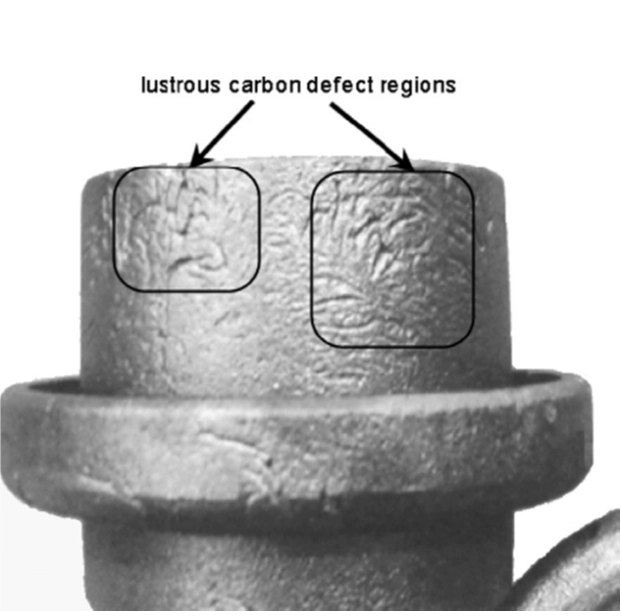
Cuentas de resina de metacrilato de polimetilo expandible (EPMMA): Estas cuentas son particularmente efectivas para abordar problemas como el aumento de carbono, las arrugas superficiales y la inclusión de escoria.
Seleccionar el tipo de perla ideal significa hacer coincidir las propiedades de la cuenta con el material de fundición y los requisitos de calidad.
2. Criterios para la selección original de cuentas
La elección del tamaño y el tipo de cuentas depende tanto del material de fundición como del grosor mínimo de la pared del producto final.
Requisitos de material y calidad:
Elija el tipo de cuentas de acuerdo con el metal que se proyecta.
Tamaño de las cuentas en relación con el grosor de la pared:
El diámetro original de la cuenta debe elegirse para que, después de la expansión, las cuentas llenen las secciones más delgadas del patrón de manera uniforme.
Diámetro máximo de perlas original (mm) = (grosor mínimo de pared de fundición (mm) × 1 {{url_placeholder_0}}) × 1 {{url_placeholder_1}}
Por ejemplo, si una fundición tiene un espesor mínimo de pared de 5 mm, el diámetro del perla original debe ser inferior a 0,55 mm.
3. Preparación de cuentas de espuma: prefoaming y curado

Una vez que se elige el material y el tamaño de las cuentas de espuma correctos, el siguiente paso es preparar las cuentas para el moldeo.
Prefoaming
Prefoaming expande las perlas originales a un tamaño y densidad predeterminados antes del moldeo.
Prefoaming de vapor intermitente:
Este método utiliza vapor controlado para expandir las perlas.
- EPS:100-105 ° C
- STMMA:105–115 ° C
- EPMMA:120–130 ° C
Es fundamental que el vapor se distribuya uniformemente y que la presión y el caudal se manejen cuidadosamente.
Vacuum Prefoaming:
En este proceso, las perlas se expanden mediante una combinación de calor y vacío sin contacto directo con vapor o aceite.
Secado y curado
Después de la prefoaming, las perlas contienen agente de soplado residual y humedad (especialmente si se usó vapor), lo que puede conducir a la deformación si no se elimina.
Para cuentas de vacío prefoce:
Estos son generalmente secos y uniformes, pero aún pueden requerir un breve período de curado.
Para cuentas de vapor prefoce:
Estas cuentas tienen un mayor contenido de humedad (alrededor del 10%) y deben secarse, típicamente a una temperatura del aire de 25–35 ° C, hasta que el contenido de agua cae por debajo del 2%.
4. Requisitos de calidad para el patrón de espuma
El patrón de espuma creado a partir de las cuentas preparadas debe cumplir con los estrictos estándares de calidad para garantizar un casting exitoso.
Calidad de la superficie:
La superficie del patrón debe ser suave y uniformemente fusionada, sin ninguna protuberancia, depresiones o signos de sobrefusión.
Densidad y uniformidad:
Una densidad baja y uniforme minimiza la producción de subproductos de pirólisis durante la fundición.
Secado previo a la recubrimiento:
Antes de aplicar cualquier recubrimiento refractario, el patrón debe secarse a fondo para estabilizar sus dimensiones.
Fuerza y rigidez:
El patrón de espuma debe ser lo suficientemente robusto como para resistir los procesos posteriores (unión, recubrimiento, manejo y compactación de arena) sin deformarse.
5. El flujo del proceso de fabricación para patrones de espuma
Todo el proceso para crear un patrón de fundición de espuma perdido generalmente sigue este flujo:
- Selección de cuentas original:
Elija el tipo y el tamaño apropiados de Bead en función de los requisitos de fundición. - Prefoaming:
Expanda las cuentas utilizando un vapor intermitente o una máquina de vacío previa al vacío. - Secado y curado:
Retire la humedad y estabilice las dimensiones de las cuentas. - Espuma y moldeo:
Llene una cavidad de moho con las cuentas preparadas y realice espuma secundaria para formar un patrón sólido. - Curado de patrones:
Curre y estabilice aún más el patrón formado, ya sea naturalmente o en una cámara de curado controlada. - Ensamblaje de patrones:
Para fundiciones complejas, une múltiples piezas de patrón de espuma utilizando adhesivos de curación rápida que se vaporizan limpiamente durante la fundición.
6.Integración de equipos y optimización de procesos

El equipo de fabricación avanzado puede mejorar significativamente la precisión y la consistencia del proceso de producción de patrones de espuma. Hangzhou Ouchen Technology Co., Ltd ofrecer de vanguardia máquinas de prefoaming que utilizan calefacción electromagnética y de vapor combinada con sistemas de pesaje electrónicos para garantizar una densidad constante de cuentas. silos de maduración, máquinas de moldeo de espuma (Disponible en configuraciones verticales y horizontales), y los sistemas de secado automatizados: las casas racionalizan todo el proceso, reducen el error humano y garantizan la precisión dimensional.
Conclusión
Seleccionar y preparar las cuentas de espuma derecha es la base de piezas de espuma perdidas de alta calidad.