La fundición de espuma Lost (EPC), también conocida como fundición de molde completo, es un proceso de fundición que utiliza un patrón de espuma prescindible para crear fundiciones complejas y de forma cercana a la red.
Aquí están las especificaciones clave, los requisitos y las precauciones de seguridad para el proceso de fundición de espuma perdida:
I. Especificaciones y requisitos clave
1. Materiales y calidad del patrón:
- El poliestireno (EPS) es el material más común para los patrones de espuma debido a su bajo costo, facilidad de procesamiento y vaporización completa durante el vertido.
- También se puede usar otros materiales de espuma como STMMA (copolímero de metacrilato de estireno-metilo) o EPMMA (terpolímero de metacrilato de etileno-propileno-metil).
- La calidad del patrón de espuma afecta significativamente la precisión de la fundición y el acabado superficial.
2. Sistemas de recubrimiento:

Los recubrimientos refractarios son cruciales en el lanzamiento de espuma perdida como ellos:
Apoye y proteja el patrón de espuma.
Evite la infiltración de metales fundidos en la arena, evitando la adhesión de la arena.
Facilitar el suave escape de los gases de descomposición.
Mantener la integridad de la cavidad del moho.
Las propiedades de recubrimiento que son esenciales para un casting exitoso incluyen:
Alta fuerza y rigidez.
Alta refractariedad.
Excelente permeabilidad.
Fuerte adhesión.
Buena aplicabilidad.
Buena sinterización y peluabilidad.
Los materiales refractarios comunes utilizados en los recubrimientos de fundición de espuma perdidos incluyen:
Silicato de circonio: Ofrece alta resistencia al fuego y excelentes propiedades de adhesivos anti-sanda, adecuados para el acero fundido y grandes piezas de hierro fundido.
Polvo de cuarzo: Comúnmente utilizado para fundir pequeñas partes de hierro, aluminio y cobre.
Alúmina: Un material refractario de alto rendimiento a menudo utilizado para acero y piezas grandes de hierro fundido.
Polvo de grafito: ampliamente utilizado en la producción de hierro fundido debido a su alta resistencia al fuego, pero es propenso a la oxidación.
Kyanite: se descompone en Mullite a altas temperaturas, por lo que es un sustituto adecuado de los materiales a base de alúmina.
3. Moldura de arena:
- Sandis seco de sílice típicamente usado en la fundición de espuma perdida.
- La arena debe tener un alto contenido de sílice (85% -90% o más), distribución de tamaño de partícula apropiada (0.850–0.300 mm para fundiciones de acero y hierro), buena permeabilidad y refractarios.
4. Diseño del sistema de vertido:
- El sistema de activación desempeña un papel vital para garantizar el flujo suave del metal fundido y la evacuación exitosa de los gases de descomposición.
- El diseño del sistema de vertido en Epcdiffers de la fundición de arena tradicional y debe considerar las características específicas del proceso.
- Los factores a considerar cuando el diseño del sistema de vertido incluyen:
Tamaño y forma de fundición.
Configuración del clúster modelo.
Temperatura de vertido.
Resistencia al flujo de metal debido al patrón de vaporización.
La necesidad de usar un sistema de vertido cerrado para mantener la estabilidad de vertido.
5. Control de temperatura de vertido:
- La temperatura de vertido en EPC debe ser ligeramente más alta (30-50 ° C) que en la fundición de arena tradicional para compensar el calor absorbido durante la vaporización de espuma.
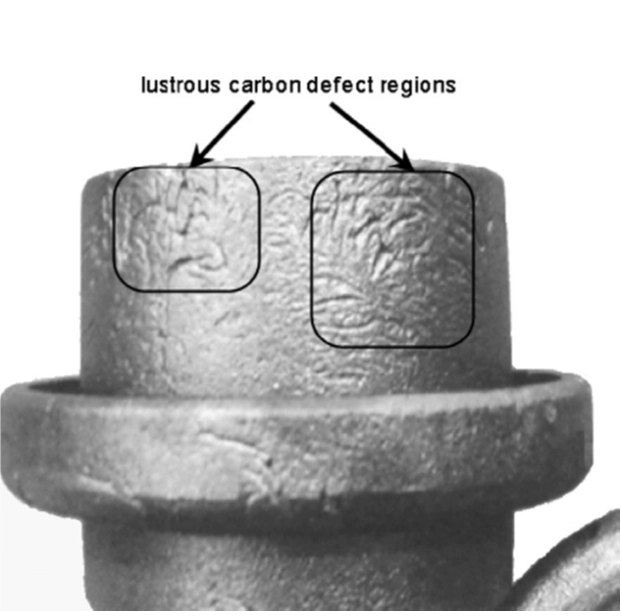
- La temperatura insuficiente de vertido conduce a defectos como relleno incompleto, cierres frías y arrugas.
- Elcán de temperaturas excesivamente altas causa defectos de inclusión de arena.
6. Control de presión negativa:
- Presión negativa es un aspecto crucial de EPC, especialmente para aleaciones negras (hierro y acero), ya que ayuda:
Aumente la fuerza y la rigidez del molde de arena.
Elimine eficientemente los productos gaseosos generados a partir de la descomposición del patrón.
- El nivel de presurio negativo y su tiempo de retención está determinado por factores como:
Material de fundición.
Estructura del clúster modelo.
Tipo de recubrimiento y grosor.
Tamaño de fundición.
7. Compactación de vibración:
- Compactación de vibración del molde de arena es esencial para lograr:
Densidad de embalaje adecuada de la arena.
Soporte uniforme para el patrón de espuma.
Prevención de defectos de fundición causados por la deformación del molde o el agrietamiento de recubrimiento.
- Los parámetros de vibración, como fuerza de excitación, amplitud y tiempo de vibración, deben ajustarse cuidadosamente para evitar la deformación del patrón.
II.
1. Manejo de metales fundidos:
- El manejo de metales fundidos implica riesgos inherentes, y los procedimientos de seguridad apropiados y el equipo de protección personal (PPE) deben seguirse estrictamente.
- El PPE debe incluir ropa resistente al calor, guantes, escudos faciales y zapatos de seguridad.
- Los sistemas de ventilación y escape adecuados son esenciales para controlar los humos y los gases generados durante los procesos de fusión y vertido.
2. Manejo de patrones y material de recubrimiento:
- Algunos materiales de patrón de espuma y componentes de recubrimiento pueden liberar procesamiento o descomposición dañinos.
- Ventilación adecuada necesaria al manejar estos materiales.
- Las hojas de datos de seguridad (SDS) para todos los materiales deben estar fácilmente disponibles y consultado para procedimientos de manejo seguro.
3. Manejo de arena:
- La arena de sílice seca puede generar el manejo del polvo, que puede representar riesgos respiratorios.
- Se debe emplear la medición de supresión del polvo como mojar la arena o usar sistemas de ventilación local.
- Se deben usar máscaras de polvo respiratorias en forma de protección al manejar la arena seca.
4. Peligros de fuego:
- La presencia de materiales inflamables como patrones de espuma y productos de descomposición combustible plantea riesgos de fuego.
- Medición de prevención del fuego como el almacenamiento adecuado de materiales inflamables, la disponibilidad de extintores de incendios y procedimientos claros de evacuación son cruciales.
5. Prevención de salpicaduras durante el vertido:
- Las salpicaduras de metal fundido causan quemaduras severas y otras lesiones.
- Las medidas para evitar las salpicaduras incluyen:
Uso de patrones de espuma de baja densidad.
Secando completamente los patrones de espuma antes de recubrir.
Evitando recubrir los canales de vertido directo y lateral.
Instalar una placa de deflectación sobre la copa de vertido para desviar las salpicaduras.
Descripción general de la compañía: Hangzhou Ouchen Technology Co., Ltd
Hangzhou Ouchen Technology Co., Ltd, con sede en Xindeng Town, District Fuyang, es un fabricante líder especializado en equipos de fundición de espuma inteligentes de alta gama.

Ouchen ofrece una gama de máquinas de fundición de espuma perdidas avanzadas:
Máquinas de producción de patrones de espuma:
- Hoja de espuma: Crea láminas de espuma para patrones con controles confiables.
- Máquinas de prefoaming: Expande las perlas de EPS, disponibles en modelos totalmente automáticos de descarga inferior con un control preciso para una desviación de expansión de perlas mínima.
- Silo de maduración: Un sistema controlado por computadora para almacenar y estabilizar cuentas preexpandadas, asegurando la consistencia.
- Máquinas de moldeo de espuma: Incluye Verticaly Horizontal Modelos con operaciones automatizadas y diseños robustos para mejorar la eficiencia.
Básico Lost Foam doasunto Equipo auxiliar:
- Secador de aire: Ofrece opciones de secado de eficiencia energética y respetuosa con el medio ambiente.
- Sistema de aspiración central: Asegura un ambiente limpio y libre de polvo.
- Mezclador de pintura tipo elevador: Asegura una calidad de recubrimiento consistente.
El equipo de Ouchen está construido con tecnología de vanguardia, maximizando el ahorro y rendimiento de la energía, con soporte exhaustivo posterior.
Conclusión
La fundición de espuma Lost es un proceso versátil que ofrece precisión de alta dimensión y diseños complejos.
Nota: Esta respuesta se basa únicamente en las fuentes proporcionadas y puede no abarcar todos los aspectos del lanzamiento de espuma perdida.