लॉस्ट फोम कास्टिंग उच्च गुणवत्ता वाले धातु भागों का उत्पादन करता है-लेकिन इसकी सफलता सही फोम मोतियों को चुनने के साथ शुरू होती है।
1। विशेष फोम मोतियों को समझना
सभी फोम मोतियों को समान नहीं बनाया जाता है।
एक्सपेंडेबल पॉलीस्टाइन राल मोतियों (ईपीएस): ये विशेष रूप से खोए हुए फोम कास्टिंग के लिए तैयार किए गए हैं।
एक्सपेंडेबल मेथिल मेथैक्रिलेट-स्टाइलिन कोपोलिमर राल मोतियों (STMMA): यह कोपोलिमर ईपीएस और ईपीएमएमए दोनों के फायदों को जोड़ती है और विभिन्न कास्टिंग जरूरतों को पूरा करने के लिए विभिन्न गुणों के साथ फोमेड प्लास्टिक का उत्पादन करने के लिए समायोजित किया जा सकता है।
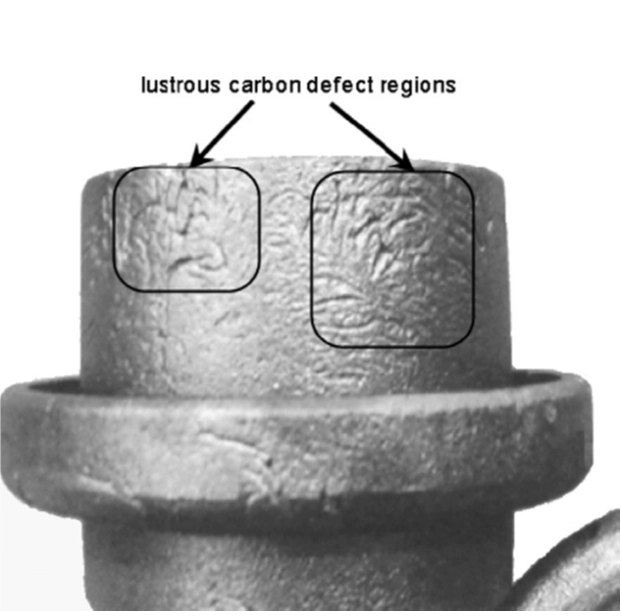
एक्सपेंडेबल पॉलीमेथाइल मेथैक्रिलेट राल बीड्स (EPMMA): ये मोतियाँ कार्बन वृद्धि, सतह झुर्रियों और स्लैग समावेश जैसे मुद्दों को संबोधित करने में विशेष रूप से प्रभावी हैं।
आदर्श मनका प्रकार का चयन करने का मतलब है कि कास्टिंग सामग्री और गुणवत्ता आवश्यकताओं के साथ मनका के गुणों से मेल खाना।
मूल मनका चयन के लिए 2। मानदंड
मनका आकार और प्रकार की पसंद कास्टिंग सामग्री और अंतिम उत्पाद की न्यूनतम दीवार मोटाई दोनों पर निर्भर करती है।
सामग्री और गुणवत्ता की आवश्यकताएं:
धातु के कास्ट होने के अनुसार मनका प्रकार चुनें।
दीवार की मोटाई के सापेक्ष मनका आकार:
मनके के मूल व्यास को चुना जाना चाहिए ताकि विस्तार के बाद - मोतियों को पैटर्न के सबसे पतले वर्गों को समान रूप से भरें।
अधिकतम मूल मनके व्यास (मिमी) = (न्यूनतम कास्टिंग दीवार की मोटाई (मिमी) × 1 {{url_placeholder_0}}) × 1 {{{url_placeholder_1}}}}}}}}}}
उदाहरण के लिए, यदि किसी कास्टिंग में न्यूनतम दीवार की मोटाई 5 मिमी है, तो मूल मनका व्यास 0.55 मिमी से कम होना चाहिए।
3. फोम मोतियों की तैयारी: पूर्व-फोमिंग और इलाज

एक बार जब सही फोम मनका सामग्री और आकार चुना जाता है, तो अगला कदम मोल्डिंग के लिए मोतियों को तैयार करना है।
पूर्व झाग
पूर्व-फोमिंग मोल्डिंग से पहले एक पूर्व निर्धारित आकार और घनत्व के लिए मूल मोतियों का विस्तार करता है।
आंतरायिक भाप पूर्व-फोमिंग:
यह विधि मोतियों का विस्तार करने के लिए नियंत्रित भाप का उपयोग करती है।
- ईपीएस:100-105 डिग्री सेल्सियस
- STMMA:105–115 डिग्री सेल्सियस
- Epmma:120–130 डिग्री सेल्सियस
यह महत्वपूर्ण है कि भाप समान रूप से वितरित की जाती है और दबाव और प्रवाह दर को सावधानीपूर्वक प्रबंधित किया जाता है।
वैक्यूम प्री-फोमिंग:
इस प्रक्रिया में, मोतियों को भाप या तेल के सीधे संपर्क के बिना गर्मी और वैक्यूम के संयोजन द्वारा विस्तारित किया जाता है।
सूखना और इलाज
प्री-फोमिंग के बाद, मोतियों में अवशिष्ट उड़ाने वाले एजेंट और नमी होती है (विशेषकर अगर भाप का उपयोग किया गया था), जो हटाने पर विरूपण का कारण बन सकता है।
वैक्यूम के लिए पूर्व-फोमेड मोतियों के लिए:
ये आम तौर पर सूखे और समान होते हैं, लेकिन अभी भी एक संक्षिप्त इलाज की अवधि की आवश्यकता हो सकती है।
भाप के लिए पूर्व-मोतियों के लिए:
इन मोतियों में उच्च नमी सामग्री (लगभग 10%) होती है और इसे सुखाया जाना चाहिए - आमतौर पर 25-35 डिग्री सेल्सियस के हवा के तापमान पर - जब तक कि पानी की सामग्री 2%से कम नहीं होती।
4। फोम पैटर्न के लिए गुणवत्ता की आवश्यकताएं
तैयार मोतियों से बनाए गए फोम पैटर्न को एक सफल कास्टिंग सुनिश्चित करने के लिए सख्त गुणवत्ता मानकों को पूरा करना चाहिए।
सतही गुणवत्ता:
पैटर्न की सतह को चिकनी और समान रूप से फ्यूज किया जाना चाहिए, बिना किसी प्रोट्रूशियंस, डिप्रेशन, या ओवर-फ्यूजिंग के संकेत।
घनत्व और एकरूपता:
एक कम, समान घनत्व कास्टिंग के दौरान पायरोलिसिस बायप्रोडक्ट्स के उत्पादन को कम करता है।
पूर्व-कोटिंग सुखाने:
किसी भी दुर्दम्य कोटिंग्स को लागू करने से पहले, पैटर्न को अपने आयामों को स्थिर करने के लिए अच्छी तरह से सुखाया जाना चाहिए।
शक्ति और कठोरता:
फोम पैटर्न को विकृत किए बिना बाद की प्रक्रियाओं (बॉन्डिंग, कोटिंग, हैंडलिंग और रेत संघनन) का सामना करने के लिए पर्याप्त मजबूत होना चाहिए।
5। फोम पैटर्न के लिए विनिर्माण प्रक्रिया प्रवाह
खोए हुए फोम कास्टिंग पैटर्न बनाने के लिए पूरी प्रक्रिया आमतौर पर इस प्रवाह का अनुसरण करती है:
- मूल मनका चयन:
कास्टिंग आवश्यकताओं के आधार पर उपयुक्त मनका प्रकार और आकार चुनें। - प्री-फोमिंग:
एक आंतरायिक भाप या वैक्यूम प्री-फोमिंग मशीन का उपयोग करके मोतियों का विस्तार करें। - सुखाने और इलाज:
नमी निकालें और मनका आयामों को स्थिर करें। - फोमिंग और मोल्डिंग:
तैयार मोतियों के साथ एक मोल्ड गुहा भरें और एक ठोस पैटर्न बनाने के लिए द्वितीयक फोमिंग करें। - पैटर्न इलाज:
आगे का इलाज और गठित पैटर्न को स्थिर करें - या तो स्वाभाविक रूप से या एक नियंत्रित इलाज कक्ष में। - पैटर्न असेंबली:
जटिल कास्टिंग के लिए, कई फोम पैटर्न के टुकड़ों को एक साथ तेजी से इलाज के चिपकने वाले का उपयोग करते हुए बॉन्ड करें जो कास्टिंग के दौरान साफ-सुथरी वाष्पित होते हैं।
6.उपकरण एकीकरण और प्रक्रिया अनुकूलन

उन्नत विनिर्माण उपकरण फोम पैटर्न उत्पादन प्रक्रिया की सटीकता और स्थिरता को महत्वपूर्ण रूप से बढ़ा सकते हैं। हांग्जो ओचेन टेक्नोलॉजी कं, लिमिटेड अत्याधुनिक पेशकश करें पूर्व-फोमिंग मशीनें लगातार मनके घनत्व सुनिश्चित करने के लिए इलेक्ट्रॉनिक वेटिंग सिस्टम के साथ संयुक्त विद्युत चुम्बकीय और स्टीम हीटिंग का उपयोग करें। परिपक्वता सिलोस, फोम मोल्डिंग मशीन (ऊर्ध्वाधर और क्षैतिज कॉन्फ़िगरेशन में उपलब्ध), और स्वचालित सुखाने वाली प्रणालियाँ - HELPS पूरी प्रक्रिया को सुव्यवस्थित करती हैं, मानव त्रुटि को कम करती हैं और आयामी सटीकता सुनिश्चित करती हैं।
निष्कर्ष
सही फोम मोतियों का चयन और तैयार करना उच्च गुणवत्ता वाले खोए हुए फोम कास्टिंग की नींव है।