Mất bọt đúc tạo ra các bộ phận kim loại chất lượng cao, nhưng thành công của nó bắt đầu bằng việc chọn các hạt bọt phù hợp.
1. Hiểu hạt xốp chuyên dụng
Không phải tất cả các hạt bọt được tạo ra bằng nhau.
Hạt nhựa polystyrene có thể mở rộng (EPS): Chúng được công thức cụ thể cho đúc bọt bị mất.
Hạt nhựa copolyme methacrylate-styren có thể mở rộng (STMMA): Copolyme này kết hợp các lợi thế của cả EPS và EPMMA và có thể được điều chỉnh để tạo ra nhựa tạo bọt với các tính chất khác nhau để đáp ứng các nhu cầu đúc khác nhau.
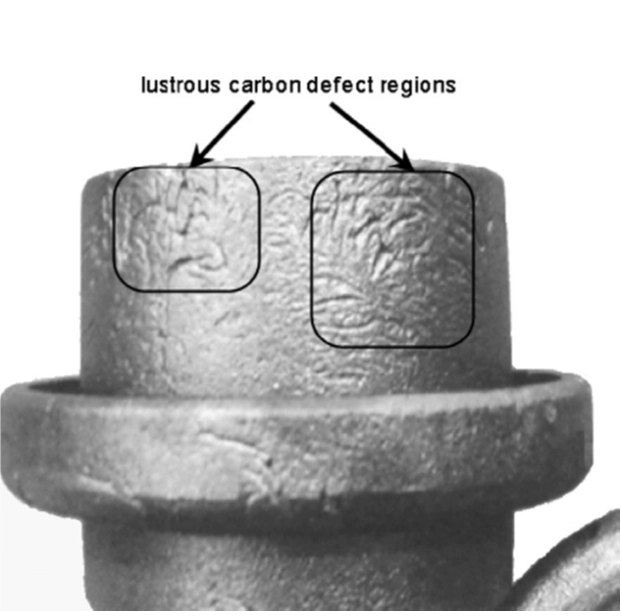
Hạt nhựa polymethyl methacrylate có thể mở rộng (EPMMA): Những hạt này đặc biệt hiệu quả trong việc giải quyết các vấn đề như tăng carbon, nếp nhăn bề mặt và bao gồm xỉ.
Chọn loại hạt lý tưởng có nghĩa là phù hợp với các thuộc tính hạt với các yêu cầu vật liệu và chất lượng đúc.
2. Tiêu chí cho lựa chọn hạt ban đầu
Việc lựa chọn kích thước hạt và loại phụ thuộc vào cả vật liệu đúc và độ dày thành tối thiểu của sản phẩm cuối cùng.
Yêu cầu vật chất và chất lượng:
Chọn loại hạt theo kim loại được đúc.
Kích thước hạt so với độ dày của tường:
Đường kính ban đầu của hạt phải được chọn để có thể mở rộng sau khi mở rộng các hạt lấp đầy các phần mỏng nhất của mẫu một cách đồng đều.
Đường kính hạt gốc tối đa (mm) = (độ dày tường đúc tối thiểu (mm) × 1 {{url_placeholder_0}}) × 1 {{url_placeholder_1}}
Ví dụ, nếu đúc có độ dày thành tối thiểu 5 mm, đường kính hạt ban đầu phải nhỏ hơn 0,55 mm.
3. Chuẩn bị hạt xốp: Đứng trước và bảo dưỡng

Khi các vật liệu và kích thước hạt xốp chính xác được chọn, bước tiếp theo là chuẩn bị các hạt để đúc.
Đứng trước
Đứng trước mở rộng các hạt ban đầu đến kích thước và mật độ được xác định trước trước khi đúc.
Không liên tục khởi động trước hơi nước:
Phương pháp này sử dụng hơi nước được kiểm soát để mở rộng các hạt.
- EPS:100 trận105 ° C.
- STMMA:105 bóng115 ° C.
- EPMMA:120 bóng130 ° C.
Điều quan trọng là hơi nước được phân phối đều và tốc độ áp suất và dòng chảy được quản lý cẩn thận.
Nút hút chân không:
Trong quá trình này, các hạt được mở rộng bằng cách kết hợp nhiệt và chân không mà không tiếp xúc trực tiếp với hơi nước hoặc dầu.
Làm khô và chữa bệnh
Sau khi tạo ra trước, các hạt có chứa tác nhân thổi và độ ẩm còn lại (đặc biệt là nếu sử dụng hơi nước), điều này có thể dẫn đến biến dạng nếu không được loại bỏ.
Đối với hạt chân không trước hạt:
Đây thường là khô và đồng đều, nhưng vẫn có thể yêu cầu một thời gian chữa bệnh ngắn.
Đối với các hạt trước đó của Steam:
Những hạt này có độ ẩm cao hơn (khoảng 10%) và phải được sấy khô theo nhiệt độ không khí là 25 nhiệt35 ° C cho đến khi hàm lượng nước giảm xuống dưới 2%.
4. Yêu cầu chất lượng cho mẫu bọt
Các mẫu bọt được tạo ra từ các hạt đã chuẩn bị phải đáp ứng các tiêu chuẩn chất lượng nghiêm ngặt để đảm bảo đúc thành công.
Chất lượng bề mặt:
Bề mặt mô hình phải được hợp nhất mịn và đồng đều, mà không có bất kỳ phần nhô ra, trầm cảm hoặc dấu hiệu của sự hợp nhất quá mức.
Mật độ và tính đồng nhất:
Mật độ thấp, đồng đều giảm thiểu việc sản xuất các sản phẩm phụ nhiệt phân trong quá trình đúc.
Sấy khô trước:
Trước khi áp dụng bất kỳ lớp phủ chịu lửa nào, mẫu phải được sấy khô hoàn toàn để ổn định kích thước của nó.
Sức mạnh và độ cứng:
Mẫu bọt phải đủ mạnh để chịu được các quá trình tiếp theo (liên kết, phủ, xử lý và nén cát) mà không bị biến dạng.
5. Dòng chảy quy trình sản xuất cho các mẫu bọt
Toàn bộ quá trình tạo ra một mẫu đúc bọt bị mất thường theo dòng chảy này:
- Lựa chọn hạt gốc:
Chọn loại hạt thích hợp và kích thước dựa trên các yêu cầu đúc. - Đ trước
Mở rộng các hạt bằng cách sử dụng máy bay trước hơi nước hoặc máy hút bụi không liên tục. - Làm khô và bảo dưỡng:
Hủy bỏ độ ẩm và ổn định kích thước hạt. - Tạo bọt và đúc:
Đổ đầy một khoang khuôn với các hạt đã chuẩn bị và thực hiện tạo bọt thứ cấp để tạo thành một mô hình rắn. - Chụp mẫu:
Chữa bệnh và ổn định các mẫu hình thành tự nhiên hoặc trong buồng chữa bệnh được kiểm soát. - Lắp ráp mẫu:
Đối với các vật đúc phức tạp, liên kết nhiều mảnh mẫu xốp với nhau bằng cách sử dụng chất kết dính thu thập nhanh chóng mặt trong quá trình đúc.
6.Tích hợp thiết bị và tối ưu hóa quy trình

Thiết bị sản xuất tiên tiến có thể tăng cường đáng kể độ chính xác và tính nhất quán của quy trình sản xuất mẫu bọt. Công ty TNHH Công nghệ Hàng Châu Ouchen Cung cấp hiện đại Máy tạo tiền trước sử dụng nhiệt điện từ và sưởi ấm kết hợp với các hệ thống cân điện tử để đảm bảo mật độ hạt phù hợp. Silo trưởng thành, Máy đúc bọt .
Phần kết luận
Lựa chọn và chuẩn bị các hạt bọt phù hợp là nền tảng của các vật đúc xốp bị mất chất lượng cao.